Fors meer kant-uren en een sterk verkorte doorlooptijd

Met de komst van een buigcel TruBend Cell 5170 van Trumpf gaat Verheij Metaal in Ulft de doorlooptijd van het kanten sterk verkorten en het aantal kant-uren fors verhogen. Het uiteindelijke doel is dat de cel – gevoed door een automatisch magazijn – dag en nacht (ook in de weekends) aan het kanten is.
De investering in deze buigcel is een van de eerste stappen in een omvangrijk automatiserings- en digitaliseringsproces om sterke groei mogelijk te maken. Verheij Metaal is de afgelopen jaren gestaag gegroeid en ziet kansen om deze ontwikkeling versterkt door te zetten. Met bestaande klanten in groeimarkten én met nieuwe klanten verwacht directeur Peter van Buuren een omzetverdubbeling te kunnen realiseren. “Om dat te faciliteren hebben we een strategisch plan 2019-2023 gemaakt. Daarbij hebben we gekeken naar al onze processen, de organisatie, de ICT-inrichting en de productiecapaciteit. Alle aspecten die aandacht behoeven zijn in kaart gebracht.”
Kanten de bottleneck
Hoewel Verheij Metaal beschikt over een groot aantal kantbanken, bleek daar toch de grootste bottleneck te zitten, vooral sinds de komst van een snelle fiberlaser van Trumpf. Van Buuren: “Onze kantcapaciteit moet als eerste opgelost worden. We programmeren nog grotendeels aan de kantbanken. Alleen onze twee kleine ergonomische kantbanken van Trumpf en onze kantbank met gereedschapswisselaar worden offline geprogrammeerd.”
De modernisering en uitbreiding van de kantcapaciteit is tot stand gekomen in een zorgvuldig proces, waarin tal van mogelijkheden zijn afgewogen. “We hebben tests gedaan met cobots en ons georiënteerd op plug-&-play buigcellen. We hebben gesproken met verschillende machineleveranciers en leveranciers van generieke programmeersoftware, maar uiteindelijk was de conclusie dat we het best in onze behoefte konden voorzien met een grote buigcel van Trumpf met een vloeroppervlak van 12×6 meter met daarin een track van 12 meter”, aldus Van Buuren.
De meeste behoefte van Verheij zit in de range van 2 en 3 meter.
Belangrijke rol Trumpf
De rol van Trumpf gaat veel verder dan de levering van een buigcel. De machinefabrikant fungeert feitelijk als partner in de ontwikkeling die Verheij Metaal doormaakt. “Samen hebben we alle ontwikkelslagen besproken; welke bouwstenen zijn er al, waar zitten de gaten en hoe moet je die vullen”, vertelt Michiel Voskuil, technisch accountmanager van Trumpf Nederland. Hij heeft een heel plaatje getekend van hoe de plaatwerkproductie bij Verheij er uit zou kunnen zien. Het traject daar naar toe is nu ingezet. Van Buuren: “De belangrijkste reden om voor de buigcel van Trumpf te kiezen was de TecZone Bend programmeersoftware. Maar Trumpf heeft ook een heel softwarepakket met allemaal bouwstenen voor aspecten als voorraadbeheer, ordermanagement et cetera, waarmee je naar één softwareomgeving kunt gaan. Dat is de kant die we opgaan.”
Het traject voorziet ook in een groot centraal geautomatiseerd magazijn, waaraan een aantal bestaande en nieuwe, nog aan te schaffen machines zullen worden gekoppeld met als doel efficiënter, flexibeler en meer te kunnen produceren. Verheij Metaal gaat de productieruimte aanzienlijk uitbreiden om hiervoor ruimte te creëren.
Leertraject
Op den duur zal de buigcel aan dat centrale magazijn worden gekoppeld. Maar als de cel komend voorjaar (in april) arriveert zal hij eerst als een standalone installatie in de bestaande productieruimte komen te staan. “Dan start voor ons een leertraject”, zegt Van Buuren. “We gaan eerst werken met twee ploegen doordeweeks, om de robot in de vingers te krijgen. Dan voegen we onbemande nachtproductie in de week toe en uiteindelijk, als de koppeling aan het magazijn is gerealiseerd en de cel zijn eigen materiaal gaat ophalen, ook onbemande weekendproductie.”
Maximale flexibiliteit
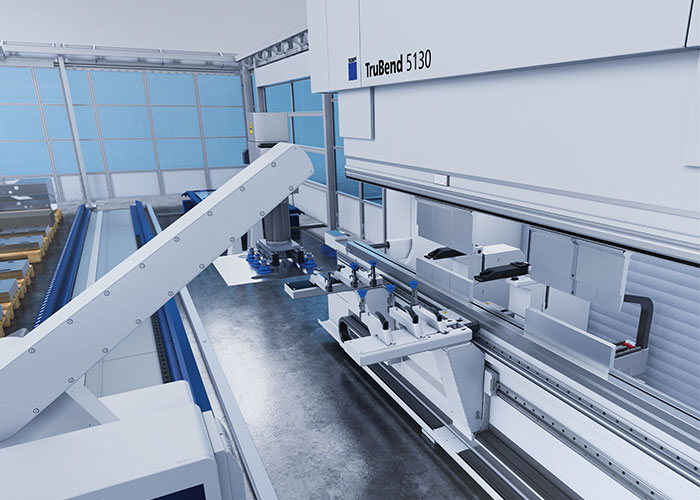
De buigcel is samen met Trumpf helemaal geconfigureerd op de behoefte van Verheij Metaal. Hij wordt uitgerust met een kantbank van 4 meter en een tonnage van 170 ton, met een 6-assig aanslagsysteem en een hoekmeetsysteem. Deze specificaties geven maximale flexibiliteit. De meeste behoefte van Verheij zit in de range van 2 en 3 meter. Door de werklengte van 4 meter kunnen hiervoor meerdere buigstations in één opstelling worden opgebouwd, maar ook een lang gereedschap voor langgoed is mogelijk. Het tonnage van 170 ton is voldoende om verschillende plaatdiktes aan te kunnen.
Slimme sensor
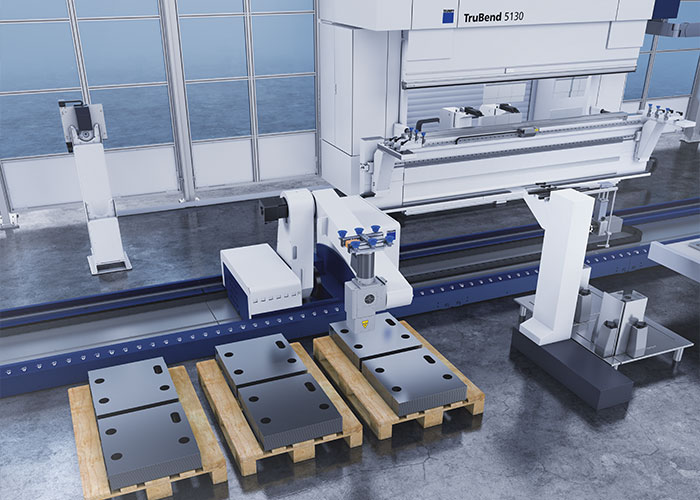
De kantrobot in de cel van Verheij is een BendMaster 60 (Trumpf kan ook een zwaardere uitvoering met 150 kilo tilvermogen leveren). Een slimme digitale sensor op de robot kan het nulput van de plaatdelen bepalen en deze zo direct correct opnemen. Een extra station, zoals in veel andere systemen, is hierdoor niet nodig. Dat scheelt cyclustijd. De robot beweegt over een track van 12 meter, lang genoeg om tien europallets langs de baan te kunnen plaatsen. Dit betekent dat er veel ruimte is voor ruwmateriaal en vooral voor het afleggen van producten. Zo kan de cel langer onbemand werken. Het beladen en ontladen zal in eerste instantie handmatig geschieden met heftrucks. Maar in de cel zit al een deur voor de koppeling aan het magazijn, waardoor magazijnwagens op rails te zijner tijd in en uit kunnen rijden.
Grijperwisselstations
Ook omvat de cel twee grijperwisselstations met elk twee posities. Verheij Metaal heeft een variëteit aan grippers nodig voor de grote diversiteit producten. Zo zal er een gripper beschikbaar zijn die tot 4 meter lange platen van een stapel naar de machine kan transporteren maar ook een gripper met een tang die kan draaien voor het snel zetten van kleine delen die aan de robot worden gepresenteerd vanaf een kleingoedstation.
Naast de kantbank komt een ToolMaster gereedschappenmagazijn met gereedschapswisselaar te staan. Dit biedt plek aan 85 meter gereedschappen met een maximale lengte van 500 mm. Het is een zogeheten chaotisch magazijn; de gereedschappen hebben geen vaste plek en er kunnen via de kantbank ook extra gereedschappen worden geladen. Het magazijn is uitgevoerd met een draaistation. Zo kan bijvoorbeeld een zwanenhals gereedschap van beide kanten worden gebruikt.
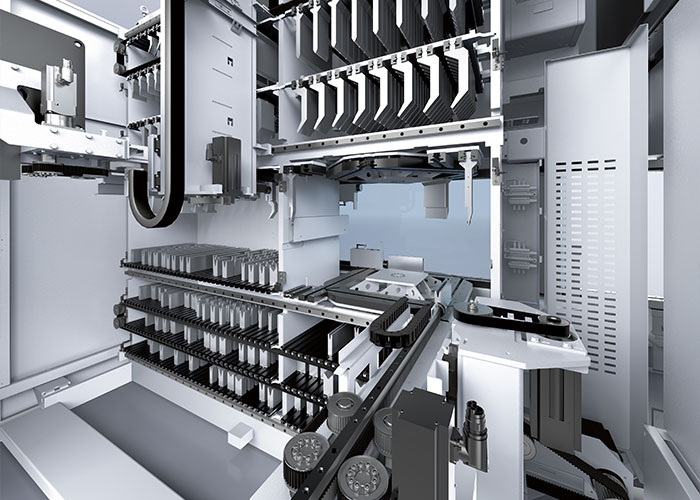
Naast de kantbank komt een ToolMaster gereedschappenmagazijn met gereedschapswisselaar te staan. Dit biedt plek aan 85 meter gereedschappen met een maximale lengte van 500 mm.
Razendsnel programmeren
De grote kracht van deze cel zit in de software. Met de TecZone Bend programmeersoftware kunnen razendsnel buigprogramma’s worden gemaakt, zelfs voor meerdere delen tegelijk. In 2 seconden is er een kantoplossing met een robotprogramma. De software lost heel veel onderhuids op voor de programmeur, zoals de optimale buigvolgorde, optimale instelling van de gereedschappen en de baan van de robot. Samenstellingen haalt TecZone Bend met één click realtime uit elkaar. Het programmeersysteem genereert zelfs een voorstel voor de opname van de platen en het afstappelen van de delen die gereed zijn. Gebruikers kunnen dit voorstel echter ieder moment eenvoudig handmatig aanpassen. Deze razendsnelle programmering is essentieel voor een toeleverancier als Verheij Metaal, die zoveel verschillende producten maakt. Zelfs de kleinste seriegroottes kunnen hierdoor rendabel geautomatiseerd worden geproduceerd.
Enorme omslag
Het gerobotiseerd kanten betekent een enorme omslag voor Verheij Metaal en zijn medewerkers. De medewerkers worden dan ook meegenomen in alle veranderingen en er wordt al voorgesorteerd op de komst van de buigcel. Van Buuren: “Het offline programmeren vraagt een ander type medewerker. Die moet kantspecialist zijn, maar ook weten hoe een geïntegreerd systeem werkt. Je maakt vooraf een programma, zoals dat ook gebeurt bij de snijmachines. Onze ponslasercombinaties en vlakbedlasers draaien al jaren onbemand en we weten wat dat van de operators vraagt. Ze moeten goed vooruit kunnen denken en goed problemen kunnen oplossen. Dat projecteren we nu op het kanten. Daarbij geeft de standalone cel ons alle tijd om te leren in aanloop naar een volledig geautomatiseerd buigproces.”
De kantrobot in de cel van Verheij is een BendMaster 60. Een slimme digitale sensor op de robot kan het nulput van de plaatdelen bepalen en deze zo direct correct opnemen.