Draaien zonder compromis
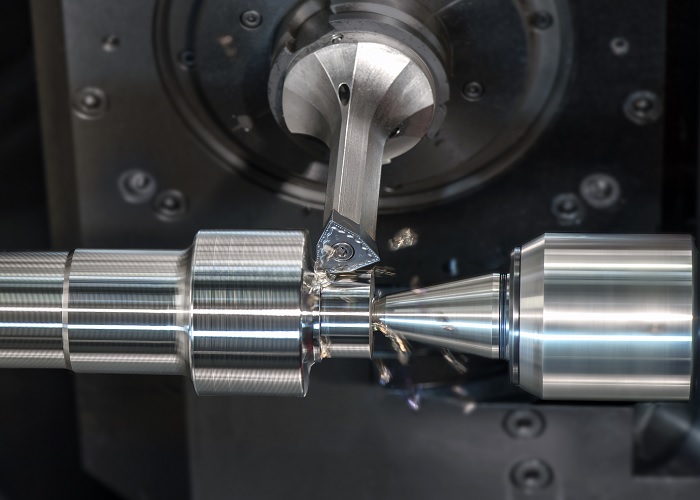
Team Cutting Tools van de Ceratizit Group presenteert op de EMO de nieuwe draaitechniek High Dynamic Turning (HDT) met FreeTurn draaigereedschappen, waarmee voortdurend de benaderingshoek van het te bewerken materiaal kan worden veranderd. Doordat deze hoek steeds wijzigt is de tijd dat het gereedschap niet in het materiaal snijdt minimaal en dat biedt diverse voordelen.
Team Cutting Tools van de Ceratizit Group (vier competentiemerken: Ceratizit, WNT, Komet en Klenk) introduceerde deze techniek vorig jaar al op de AMB en kreeg daar veel positieve respons, zowel van machinebouwers, CADCAM-ontwikkelaars en besturingsproducenten als van klanten. Sindsdien is de ontwikkeling doorgegaan met als resultaat dat op de EMO enkele machinebouwers High Dynamic Turning met FreeTurn gereedschappen live zullen demonsteren op hun machines. “Vanaf de EMO is deze techniek ook beschikbaar voor klanten”, zegt salesmanager Patrick Umans van de Nederlandse vestiging van Ceratizit. “Eerst voor aluminium en staal. Maar dit is nog maar het begin. Er komt nog veel meer.” Umans verwacht dat Nederlandse verspaners High Dynamic Turning met FreeTurn gereedschappen snel gaan adopteren: “Zij willen altijd voorop lopen bij nieuwe ontwikkelingen en we hebben hier bovendien een vrij jong machinepark met veel multitasking machines. Die heb je nodig om deze draaitechniek te kunnen toepassen.”
Reductie procestijd
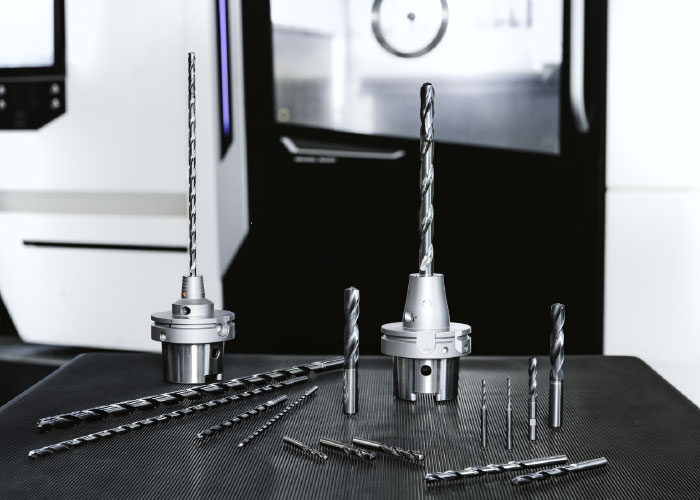
De innovatieve draaitechniek is geschikt om alle bekende draaioperaties, zoals voorbewerken, finishen, contour-, vlak- en langsdraaien, uit te voeren met slechts één gereedschap. Ceratizit stelt dat hiermee een reductie van de procestijd met wel 30 procent ten opzichte van de klassieke draaitechniek kan worden behaald. Door telkens de benaderingshoek te wijzigen kunnen de FreeTurn gereedschappen complexe geometrieën aan. Zo volstaat één tool vaak voor de complete bewerking van een werkstuk, waarbij volgens de conventionele draaimethoden vaak meerdere tools nodig zijn. Dat betekent dus dat er veel minder gereedschapswissel nodig is. Daarnaast is er tevens een goede spaanbeheersing. Ook is de oppervlakteruwheid beter dankzij minder vibratie doordat de krachten die bij het snijden in het materiaal vrijkomen direct in de assen van de tool en de spindel gaan. Dat komt vooral door het bijzondere, extreem slanke ontwerp (een monoblock-constructie) van de gereedschappen. Dit draagt er ook aan bij dat werkstukken uitstekend te benaderen zijn.
Basis-uitrusting noodzakelijk
Eerder dit jaar toonde Ceratizit tijdens een roadtrip voor de internationale vakpers live een toepassing van de nieuwe draaimethode bij het draaien van een aluminium wielnaaf voor fietsonderdelenproducent Rotor. In een video werd ook ‘het echte werk’ in staal getoond bij het draaien van een versnellingsas, zowel de voorbewerking als de finishing. Ceratizit wees er bij deze demo’s op dat draaien met FreeTurn gereedschappen niet alleen een kwestie is van de juiste gereedschappen. Toepassing van deze techniek vereist een ‘basis uitrusting’ die verschillende aspecten omvat. Allereerst is er een machine met vijf assen nodig: drie lineaire (X, Y, Z) en twee rotatie-assen voor materiaal en tool. Want in plaats van de klassieke, statische positie van de wisselplaten in de houder, wordt nu de freesspindel gebruikt om de juiste hoek tot het werkstuk te realiseren. Het gebruik van de spindelaandrijving in combinatie met het slanke, axiale ontwerp van de FreeTurn gereedschappen creëert een vrijheidsgraad van 360 graden zonder botsingsgevaar en zorgt daarmee voor een grote flexibiliteit. Want door de rotatie om de eigen gereedschapsas kan het wisselen van de snijkanten zonder onderbreking van de bewerking plaatsvinden. Aan de freesspindel als gereedschapshouder worden ook wel enkele eisen gesteld: onder andere een HSK-T of PSC opname en een uitstekende compensatie in het Y-bereik.
Softwaresystemen
En dan zijn er nog de besturing van de machine en de CADCAM-software. De besturing moet genoeg rekencapaciteit (snelheid) hebben om de voortdurende veranderingen in de benaderingshoek te ondersteunen. Geavanceerde software is nodig om de bewerking goed en snel te kunnen programmeren. Het draaien van de aluminium wielnaaf was geprogrammeerd met Siemens Sinumerik 840D, maar Uwe Schleinkofer, hoofd R&D snijgereedschappen bij Ceratizit Reutte, gaf toe dat zijn programmeurs veel handmatige en dus tijdrovende aanpassingen hadden moeten doen om het allemaal voor elkaar te krijgen. “De uitdaging is hier samen met verschillende partijen verder aan te werken.” Bij Rotor gebeurt dat inmiddels al. Deze fabrikant werkt samen met een machinebouwer en een CADCAM-leverancier aan de implementatie van de nieuwe draaitechniek in de eigen productie.
Team Cutting Tools Ceratizit, EMO Hannover
Hal 5, stand B70