Energiekosten CNC-machines verlagen? Ja het kan!
Bij veel verspanende bedrijven gaat het regelmatig over de hoge staalprijzen en de energiekosten. Héél begrijpelijk, want beide elementen spelen een aanzienlijke rol in de kosten per product en de machinekosten per uur. Aan de prijzen voor staal valt niet veel te doen, maar er zijn wel degelijk mogelijkheden om het energieverbruik van machines te beperken.
Voor het calculeren van het juiste machine-uurtarief staat ergens in het rijtje van 15 een parameter energiekosten. Jaren zijn we daar – bijna argeloos – aan voorbijgegaan. De actuele situatie leidt tot nieuwe inzichten, met als kernvraag: wat kunnen of wat moeten(!) we anders doen?
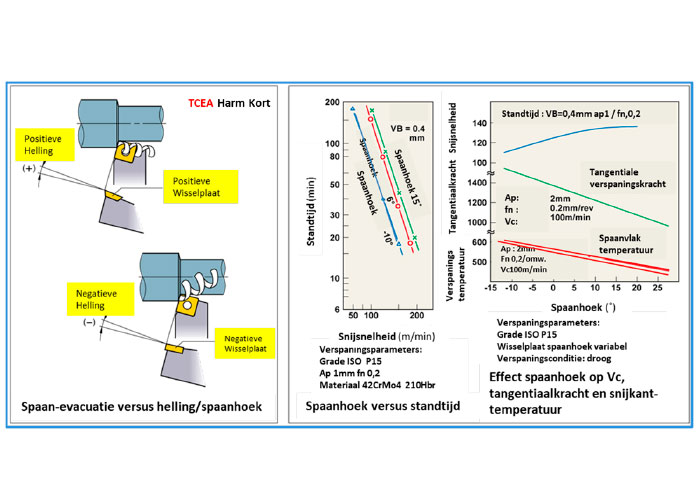
Om een werkstuk te produceren, is een hoeveelheid energie nodig. De vraag rijst dan vrijwel direct…hoeveel? Al jaren is bekend dat bepaalde verspanende gereedschappen in proces, meer dan wel minder vermogen afnemen. Grofstoffelijk was het standpunt: een positieve geometrie vraagt minder vermogen dan een negatieve geometrie.
Dat was en is nog steeds juist. Een positieve snijkant heeft echter een geringere snijkantsterkte. Een negatieve geometrie heeft de eigenschap tot een hogere snijkantsterke. Ja, ook juist. Bovendien is een negatieve geometrie vrijwel altijd uit te voeren in een dubbelzijdig gebruik van de wisselplaat (dus: meer snijkanten voor minder geld op het totaal van rond de 3e%).
De reden van de vermogenstoename bij negatieve geometrieën, zit in het feit dat naarmate parameter ap toeneemt de snijkant steeds meer boven de ‘centre line’ komt te staan. En hierdoor ontstaat het ‘ploegeffect’, ondanks een mogelijk toegepast gecorrigeerd ‘spaanvlak’.
De geringere snijkantsterkte van positieve geometrieën, met de huidige en nieuwste technieken van super-grain, low stress substraten, inveio, en talloze coatingtechnieken heeft vrijwel de gelijkwaardigheid in snijkantsterkte benaderd ten opzichte van de negatieve snijkantgeometrie.
Om zwaardere verspaningsdata toe te passen, worden inmiddels ook de bijbehorende klemsystemen voor betreffende klemhouders toe- en aangepast, zoals T Rail, I Lock, K Lock, TRI Lock et cetera. Ja, zelfs positieve wisselplaten met een snijkantlengte van 6mm tot snijkantlengte 25 mm zijn mogelijk. Ook hebben inmiddels dubbelzijdige positieve wisselplaten hun intrede gedaan op de verspaningsmarkt. De reden van een geringere snijkracht bij positieve geometrieën is dat de snijkant nooit boven ‘centre line’ staat. Bovendien leidt de ‘tilt chip evacuation’ tot minder kracht op het spaanvlak.

Waar zitten de voordelen?
Het vergroten van de hellingshoek in de positieve (+) richting verbetert de verspanende eigenschappen.
De toename van de spaanhoek per 1° in de positieve (+) richting genereert een afname van de snijkracht met ongeveer 1% (bijvoorbeeld 5˚ plus genereert 5% minder snijkracht).
De snijkant- en spaanvlaktemperatuur nemen af. Dit biedt de mogelijk om Vc te verhogen.
De tangentiaal kracht neemt af
De standtijd neemt toe (VB=0,4)
Voornoemde voordelen liggen voornamelijk bij draai-, frees- en kotterbewerkingen, immers boorgereedschapgeometrieën worden vrijwel voornamelijk met een positieve geometrie uitgevoerd. (Zie hiervoor het overzicht in figuur 1)
Voorbeeld vergelijk positief versus negatief
Materiaal Staal Kc 2000 Nwt
Vc 300m/min.
ap 3 mm
fn 0,3mm
Ft = (3 x 0,3 x 2000)/60 x 10³
Ft = 1800 Nwt
Bij negatief 6˚ Ft = 1908 Nwt
Bij positief 6˚ Ft = 1692 Nwt
Verschil – 216 Nwt > 11,3% geringere Ft
Bedenk dat het voorgaande gedurende elk moment van de machinespindeltijd zal plaatsvinden. Bedenk ook dat uitersten en uitzonderingen ook hierbij soms blijven plaatsvinden.
Overige van belang zijnde aspecten
Een zorgvuldige materiaaldiameter-keuze, zaaglengte, smeed- en giettoeslag leiden tot minder verspilling in materiaal en energie.
Kies bij voorkeur de juiste machine-afmeting en vermogenscapaciteit, overeenkomend met het te vervaardigen product.
Wellicht is een overweging bepaalde gereedschappen te vervangen, ook al zijn de bestaande en huidige gereedschappen nog goed bruikbaar.
Bedenk dat het voorgaande een zeer geringe investering is, waarvan de revenuen keer op keer en dag na dag een en ander opleveren in kostenreductie voor het bedrijf en tegelijkertijd een bijdrage aan energiebesparing en het milieu opleveren.
Harm Kort
TCEA Technisch Commercieel Efficiency Advies













