Ultra korte puls laser in opmars voor grootschalig bewerken van oppervlakken
De ultra korte puls lasers hebben al een vaste plek verworven in de wetenschap en micro materiaalbewerking. Maar er tekent zich een nieuwe trend af. Met de beschikbaarheid van USP-lasers (Ultra Short Puls) in het multi 100 Watt tot kW-gebied worden ze ook interessant voor toepassingen met grote oppervlakken. Hiervoor wordt momenteel de complete procesketen tot en met volledig digitale methoden ontwikkeld.
Dit bleek onlangs op de jaarlijkse USP-workshop van Fraunhofer ILT in Aken. Meer dan 170 belangstellenden uit veertien landen waren daar bijeen. De USP-laser heeft de industrie bereikt. Het volgende doel is het beschikbaar stellen van lasers met vermogens als bij CO2- en fiberlasers die momenteel voor de materiaalbewerking van macroscopische onderdelen worden gebruikt. De uitdaging daarbij is hoe de fotonen op het werkstuk kunnen worden gebracht. Dit was het kernthema van de bijeenkomst.
Laserbronnen
Veel innovatieve technieken hiervoor werden op de workshop voorgesteld: van nieuwe laserbronnen via snelle scansystemen en nieuwe straalvormingsconcepten tot volledig geautomatiseerde en gedigitaliseerde processen. Eensgezindheid was er bij over het thema laserbronnen: USP-lasers tot 100 W zijn al in de markt verkrijgbaar. Systemen met meerdere 100 W zijn beschikbaar en worden al in de eerste machines geïntegreerd. Daarbij komen binnenkort USP-lasers in het multi kW bereik. Deze zijn al bij twee Fraunhofer-instituten ontwikkeld: een met een 3,5 kW gemiddeld uitgangsvermogen uit een fiberlasersysteem en een van 500 W bij slechts 30 fs pulsduur met een Yb:Innoslablaser. Het is de bedoeling de nieuw ontwikkelde laserbronnen samen met de benodigde systeemtechniek voor verschillende toepassingen in applicatielabs beschikbaar te stellen.
Individuele laserpulsen
Laserontwikkelaar Eric Motty van Amplitude Systèmes benadrukte dat de systeemtechniek voor de nieuwe lasers alleen in nauwe samenwerking van de verschillende technologiedragers kan worden ontwikkeld. Zichtbaar werd dit bij de verschillende bijdragen over snelle scanners, multi-straalsystemen en speciale optieken. Samen werken laserproducenten, scannerexperts en gebruikers bijvoorbeeld aan een multi-straalconcept waarbij een energierijke laserpuls in vele individuele laserpulsen wordt gedeeld en parallel over het oppervlak wordt gevoerd om grotere vlakken efficiënt te bewerken.
Structurering drukwalsen
In detail beproefde het bedrijf Schepers het multistraal concept voor de structurering van drukwalsen. Vroeger werden daar vier lasers parallel ingezet, nu wordt een 500 W USP-laser met een diffractief optisch element verdeeld in zestien deelstralen. Via akoestisch-optische modulatoren zijn de deelstralen onafhankelijk van elkaar stuurbaar en bereiken een duidelijk hogere kwaliteit.
Doorloop verdubbeld
Het uitleggen van optieken met tot 196 gelijksoortige deelstralen werd uitgelegd door een vertegenwoordiger van het RWTH Aken. De uitdaging bij deze optiekconcepten ligt in de compensatie en correctie van de verschillende afwijkingen. Dat efficiencywinst met individuele stralen ook mogelijk is benadrukte Volkswagen. Als voorbeeld gaf de automobielproducent de structurering van gereedschappen voor het persen van designelementen voor een binnenbekleding. Met geoptimaliseerde scannertechniek kon de doorloop daarbij meer dan verdubbeld worden. “De laser maakt een doorlopende procesketen voor digitale fotonische productie mogelijk”, aldus Fraunhofer ILT. Voorwaarde daarvoor is niet alleen het nauw in elkaar grijpen van de verschillende processen, maar ook een diep procesbegrip en een snelle en efficiënte simulatie van de wisselwerking tussen laser en materiaal. Doel daarbij is ‘first time right productie’.
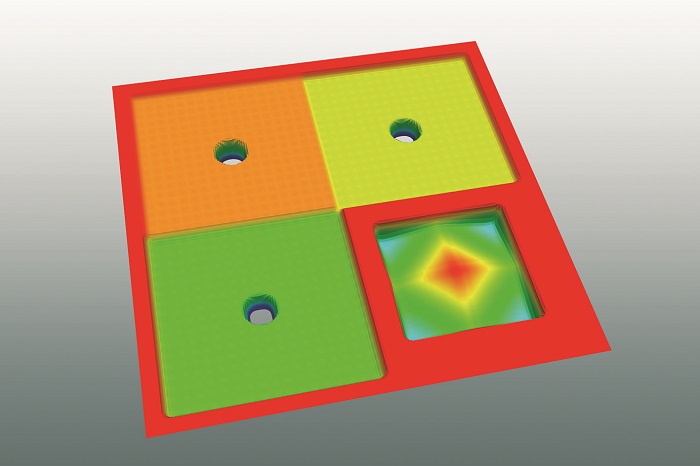
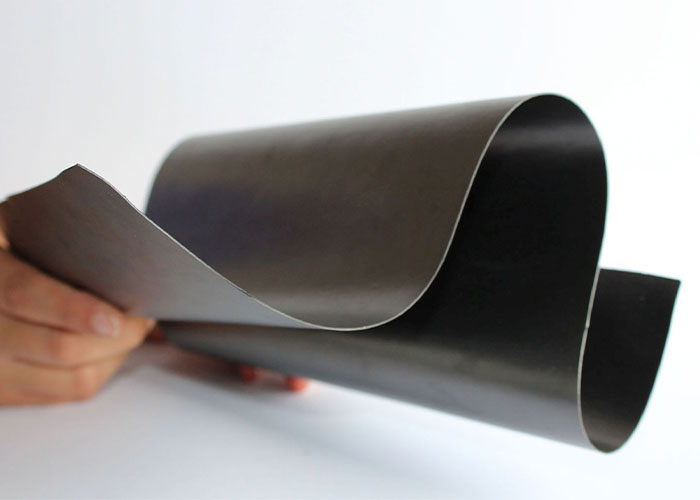
Simulatie voor de digitalisering van het USP-structureringsproces van metalen foliën.
Hardmetalen boren
De vooruitgang van USP-lasertechniek laat zich ondertussen afmeten aan de kwaliteit van de toepassingen. Ewag, experts voor de productie van gereedschappen uit ultraharde materialen, verklaarde hoe met USP-lasers polykristallijne diamanten of carbide materialen uitstekend kunnen worden bewerkt. Speciaal voor de productie van hardmetalen boren presenteerde Ewag een volledig productiesysteem, waar de bediener slechts geometrische data ingeeft en ruw materiaal inlegt. De lasermachine kiest zelf de nodige instellingen en produceert de boren met een nauwkeurigheid in het micrometer-bereik. De machines kunnen volledig worden geautomatiseerd en in een globaal netwerk opereren. Op een digitale marktplaats kunnen productiecapaciteiten daarbij globaal worden gestuurd en aan de vraag worden aangepast. De grootschalige bewerking van oppervlakken is dus in opmars. Met de beschikbaarheid van laserbronnen in het Multi kW bereik komt het belangrijkste voordeel van de USP-techniek, dus de extreem hoge nauwkeurigheid in de bewerking, tot een sterke verbreding. Efficiënte procestechniek en een goed begrip van het proces zijn daarbij voorwaarden voor de industriële toepassing. Als nieuwe uitdaging geldt daarbij de bescherming tegen röntgenstralen.