Asymmetrisch kotteren: hogere productie, minder kosten

Een nieuwe asymmetrische oplossing van Kennametal voor kotteren vergroot bewerkingsmogelijkheden, processnelheid en kwaliteit van de boring, en vermindert onderhoud en handling van het gereedschap.
Precisiekotteren is een vitaal proces bij de fabricage van vele kritische componenten. De nauwkeurigheid en afwerking van bijvoorbeeld een uit meerdere in-lijn liggende gaten bestaande krukasboring in een motorblok, werkt door in de vermogens- en brandstofefficiëntie en de benodigde tijd heeft directe invloed op de winst van de motorfabrikant. Precisiegaten in talloze componenten bepalen de prestaties in de toekomst. Precisiekotteren is duur en tijdrovend, een kleine vergissing of fout resulteert in afkeur van dure onderdelen. Kennametals antwoord op deze uitdaging is een geometrische en asymmetrische kotterbaar voor in-lijn boringen.
Stel u een klein motorblok voor met vijf in-lijn liggende krukasgaten. De conventionele benadering van afwerking betekent de inzet van een meervoudige ruimer met geleidepads, waarbij het proces als volgt verloopt:
– Een startruimer zorgt voor de afwerking van het eerste gat.
– Een meervoudig snijdende ruimer wordt ingeleid en zorgt voor de bewerking en eindafwerking van gaten 2 tot en met 5.
– De ruimer wordt vervolgens teruggetrokken.
Het invoeren en terugtrekken van de ruimer langs de afgewerkte gaten moet langzaam en nauwkeurig gebeuren, anders zullen terugtreksporen en of beschadigingen van de snijkanten optreden.
Een andere algemene optie voor de bewerking van dit soort gaten is in-lijn kotteren.
Fabrikanten van bewerkingscentra hebben voorzieningen voor ‘contralagers’ op hun apparatuur aangebracht.
– Het cilinderblok wordt in de machine omhoog gebracht.
– De in-line kotterbaar wordt door het onderdeel in een tegenoverliggend lager ingebracht.
– Het cilinderblok wordt omlaag gebracht en gespannen.
– Krukasgaten worden aangebracht en afgewerkt.
– Het cilinderblok wordt weer omhoog gebracht en de kotterbaar wordt teruggetrokken.
Nadelen zijn dat de heffuncties om een speciale opspanning en besturing vragen en dat het vereiste contralager op het opspangereedschap iedere extra bewerking aan de achterzijde onmogelijk maakt.
Meerassige bewerkingscentra met draaibare werktafels en/of draaibare spillen dragen samen met verder ontwikkelde kotterbaren bij aan in-lijn kotteren met expanderende geleidepads.
– Een startruimer wordt ingebracht en werkt gat 5 af.
– Het onderdeel (of de machinetafel) draait 180°.
– De X-Y as wordt versteld om de kotterbaar uit het hart in te voeren.
– De kotterbaar met geleidepads wordt gecentreerd in gat 5.
– De geleidepads worden geëxpandeerd.
– Gaten 1 tot en met 4 worden bewerkt en afgewerkt.
– De geleidepads worden weer ingetrokken.
– De kotterbaar wordt uit het hart teruggetrokken.
Een asymmetrische oplossing
In samenwerking met de afdeling voor de bewerking van motorblokken van een grote automobielfabrikant heeft de ontwikkelingsstaf van Kennametal de kotterfunctie een impuls gegeven met asymmetrisch in-lijn kotteren. Dit is een geometrische sprong voorwaarts, die de nadruk legt op de voordelen van ruimen en in-lijn kotteren, waarbij de nadelen praktisch worden geëlimineerd.
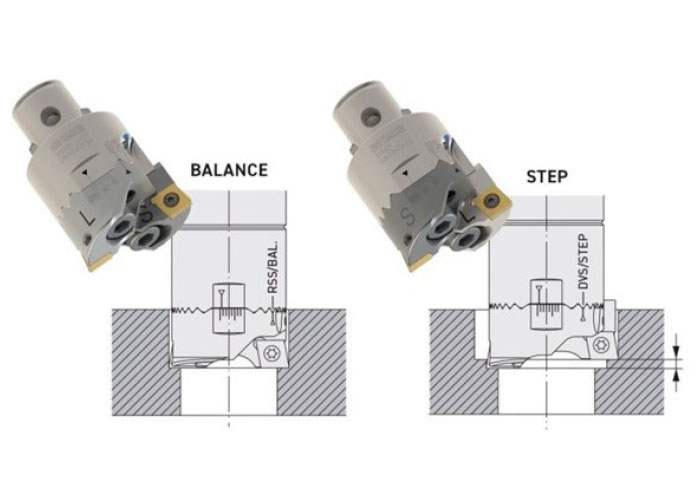
Het principe is eenvoudig. Normaal zijn de diameters van de geleidingen uit vol materiaal vervaardigd of opgebouwd uit drie of meer geleidepads om ervoor te zorgen dat er geen speling is met de kotterwand bij invoeren en uittrekken. De oplossing van Kennametal berust op geleidepads in een opstelling die te vergelijken is met een typische ruimer met radiale pads, alleen zijn de geleidepads, gewoonlijk gelokaliseerd op 180° ten opzichte van de snijkant, geroteerd, zodat het ontwerp ruimte biedt tot invoeren en uittrekken van het geleidende deel, zelfs bij het passeren van de ruwe gaten. Deze geometrie maakt het mogelijk de kotterbaar uit de hartlijn door ruwe gaten te voeren. Dit proces ziet er dan als volgt uit:
– Een startruimer wordt ingebracht en werkt gat 5 af.
– Het onderdeel (of de machinetafel) wordt over 180° gedraaid.
– De asymmetrische kotterbaar wordt excentrisch t.o.v. het hart ingevoerd.
– Het gereedschap werkt gaten 1 tot en met 4 gelijktijdig af.
– Het gereedschap wordt met hoge snelheid uit de machine getrokken.
Deze vorm van asymmetrisch in-lijn kotteren heeft alle voordelen van de eerdere pogingen in-lijn kotteren – hoog precisie kotteren, ondersteuning aan beide zijden van het gereedschap, geen dure functies voor het heffen, tegenlagers of kwetsbare mechanismen. Daar komt nog bij dat complete in- en uitvoerbewegingen kunnen worden uitgevoerd met verhoogde snelheden op conventionele bewerkingscentra, wat de efficiëntie van het proces ten goede komt.
De wisselplaten voor deze asymetrische Kennametal oplossing zijn eveneens geavanceerd. Hoogprecieze R18 wisselplaten hebben acht snijkanten met een gedefinieerde vrijloophoek, die hoge voedingssnelheden toelaat. De diameter kan worden ingesteld met een precisie van 1 micron. De hoge klemkracht die door de conische klemschroef wordt uitgeoefend voorkomt losraken.
De wisselplaten worden direct in de kotterbaar-body geklemd. Dit elimineert de noodzaak van cartridges, extra toleranties en plaatsruimte.
Deze asymmetrische in-lijn kotter oplossing verhoogt de robuustheid van de bewerking, de processnelheden, en verlaagt gereedschapsonderhoud en handling, terwijl alles compatibel is met CNC bewerkingscentra.